Приспособления и разметочный инструмент для гравирования
При гравировании нужно применять и дополнительные технические средства, такие как лупы, светофильтры, конденсоры, штативы.
Лупа — оптический прибор для линейных измерений.
Светофильтр — оптическое приспособление, в котором свето-пропускающая среда в виде пленки либо стеклянной пластинки владеет избирательным либо неизбирательным поглощением лучистой энергии. Конденсор — оптическая совокупность, собирающая лучи от источника света на предметы, разглядываемые либо проецируемые при помощи оптических устройств. Он используется кроме этого для освещения препаратов, изделий и т. п.
Штатив — переносное приспособление, в большинстве случаев в виде складной штанги для установки аппаратов.
Небольшая и узкая граверная работа требует большого напряжения зрения. Для понижения утомляемости глаз используются особые светофильтры-конденсоры зеленого либо голубого цвета.
Они устанавливаются на особенной подставке между лампой и гравируемым предметом и концентрируют световой луч лишь на поверхности обрабатываемого участка, уменьшая вредные влияния для глаз бликов от изделия.
В отдельных случаях, в особенности при мелком гравировании, направляться использовать увеличительное стекло — лупу — с громадным полем зрения и громадным фокусным расстоянием, нужным для более эргономичного доступа к подробности. Независимо от диаметра, фокусного расстояния и кратности лупу закрепляют, дабы не занимать руки гравера, в особом штативе.
Его возможно устанавливать в любом нужном и эргономичном для работы положении, а лупу в нем — под любым углом и на любой высоте.
Подробность на протяжении гравирования подвергается большому давлению штихеля, исходя из этого для ее закрепления используют тиски. Тиски — приспособление для удержания и зажима подробностей в ходе обработки либо сборки.
Они складываются из корпуса с двумя губками (неподвижной и подвижной), между которыми зажимается подробность. Сближение губок тисков и зажим реализовывают вращением рукоятки либо эксцентрика вручную и машинально.
")
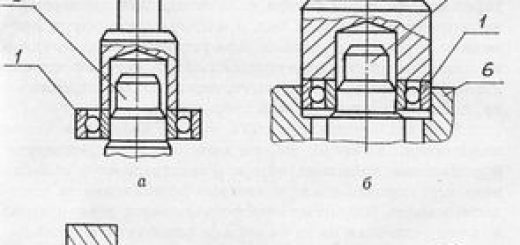
Рис. 1. Шаровые тиски на подушке
Самый распространенными зажимными приспособлениями являются шаровые тиски (рис. 1), складывающиеся из шара диаметром 110 мм, в котором выфрезерован паз сечением 50X50 мм.
С правой стороны шара имеется отверстие, куда ввернут зажимной винт с отверстием и круглой головкой для штыря. В пазу шара находится приспособление, разрешающее зажимать подробности разной конфигурации.
Оно складывается из двух металлических пластин с двумя направляющими пружинами и штифтами, разжимающими пластины при высвобождении подробности. Прокладку меняют соответственно размеру зажимаемой подробности.
Шаровые тиски устанавливают на особое кожаное либо брезентовое кольцо, набитое песком, либо на резиновое кольцо с углублением, соответствующим профилю шара тисков. Это позволяет под любым углом поворачивать и устанавливать шаровые тиски, а вместе с ними и гравируемую подробность, что крайне важно при работе.
Особенно довольно часто приходится изменять угол наклона шаровых тисков при изготовлении буквенных и цифровых пуансонов, и разных клейм. Активно используются кроме этого переносные тиски, каковые устанавливают на кожаную подушку (рис.
2), хорошо набитую песком, благодаря чему тиски с гравируемой подробностью имеют устойчивое положение. Такая подушка прекрасно поглощает звук, в случае если в ходе гравирования приходится создавать удары.
Переносные тиски активно используются при механическом гравировании.
Для изготовления круглой либо кольцевой подушки вырезают два кожаных круга либо кольца, распаривают в горячей воде и в мокром виде сшивают их совместно, оставляя наряду с этим маленькое отверстие, через которое засыпают небольшой просеянный и прокаленный песок. После этого отверстие зашивают. По окончании вы-
Рис. 2. Переносные тиски на подушке
Рис. 3. Лупа с измерительной шкалой
сыхания кожа очень сильно сжимается и подушка получает эластичность и плотность, нужную в ходе работы.
Не считая обрисованных выше приспособлений для закрепления гравируемых подробностей используют кроме этого древесные колодки. Они являются прямоугольником размером 80X80X120 мм либо цилиндр диаметром 80 мм и высотой 110 мм, на поверхность которых наплавляют слой сургуча толщиной 5 мм, разравниваемый после этого в тёплом виде.
Подробность нагревают до 100—120° и прикладывают к слою сургуча на колодке. Наряду с этим пластина как бы вплавляется в сургуч и по окончании остывания остается прочно закрепленной на колодке.
В качестве разметочного инструмента граверы используют обычный циркуль и штангенциркуль с острыми ножками. В случае если нужно, к примеру, замерить какие-либо небольшие символы с громадной точностью, то для данной цели предназначена лупа с измерительной шкалой (рис. 3).
Цена деления шкалы у таковой лупы равна 0,1 мм, что фактически дает точность отсчета 0,05 мм. Протяженность всей измерительной шкалы лупы равна 8— 10 мм.
В комплект граверных измерительных инструментов и приспособлений входят кроме этого простой слесарный угольник, металлическая масштабная линейка длиной 250—300 мм, чертёжный угольник и транспортир. Это минимум мерительного инструмента, нужного граверу для обычной работы.
Штангенциркуль складывается из двух губок: одна без движений соединена с масштабной линейкой, а вторая скользит на протяжении нее и снабжена нониусом. Он помогает для отсчета долей миллиметра’.
Шкала нониуса длиной 19 мм поделена на десять равных частей. Следовательно, одно деление нониуса образовывает 19 : 10 = 1,9 мм, т. е. оно меньше расстояния между каждыми двумя делениями линейки на 0,1 мм.
В случае если близко сомкнуть ножки штангенциркуля, то нулевой штрих нониуса будет совершенно верно совпадать с нулевым штрихом линейки. Остальные штрихи нониуса, не считая последнего, для того чтобы совпадения иметь не будут: первый штрих нониуса не дойдет до второго штриха линейки на 0,1 мм; второй штрих нониуса не дойдет до четвертого штриха линейки на 0,2 мм и т. д. Десятый штрих нониуса будет совпадать с 19-м штрихом линейки.
В случае если переместить рамку так, дабы первый штрих нониуса (не считая нулевого) совпал со вторым штрихом линейки, то между ножками штангенциркуля окажется зазор, равный 0,1 мм. При совпадении второго штриха с четвертым штрихом линейки зазор между ножками составит уже 0,2 мм, при совпадении третьего штриха с шестым штрихом линейки зазор будет 0,3 мм и т. д. Следовательно, тот штрих нониуса, что совершенно верно сходится с каким-либо штрихом линейки, показывает число десятых долей миллиметра, на которое нулевой штрих нониуса отошел от целого числа миллиметров.
Штангенциркуль с ценой деления 0,02 мм имеет нониус, шкала которого длиной 49 мм поделена на 50 равных частей. Цена деления нониуса равна 49 : 30 = 0,98 мм, а так как линейка имеет цену деления 1 мм, то точность отсчета составит разность цены деления линейки нониуса, т. е. 1 — 0,98 = 0,02 мм.