Регулировка и выходной контроль радиоаппаратуры
")
Для обычной работы радиоаппаратуры нужно, дабы параметры всех ее блоков, изготовленных в отдельности, соответствовали заданным техническим требованиям. Для этого любой блок перед включением его в совместную работу с другими блоками обязан пройти регулировку.
Регулировка пребывает в том, дабы, не изменяя конструкции и схемы, взять заданные параметры; ее ведут при помощи регулировочных элементов (переменных резисторов, конденсаторов переменной емкости, сердечников катушек индуктивности и т. д.).
Для верной организации процесса регулировки нужна соответствующая инструмент и измерительная аппаратура. Точность используемой измерительной аппаратуры обязана быть больше приблизительно на порядок заданную точность настройки.
Регулировку аппаратуры реализовывают при помощи универсальной измерительной аппаратуры и особой заводской оснастки, которая представляет собой разного рода имитаторы, эквиваленты нагрузок, пульты управления.
При работе с блоками высокой частоты во многих случаях регулировку создают в экранированной камере, которая содействует устранению индустриальных помех и помех от электромагнитных полей замечательных радиостанций. Каркас экранированной камеры из сухого дерева установлен на изоляторы и обтянут с внутренней и наружной сторон двумя изолированными друг от друга железными (из красной меди либо латуни) лужеными сетками.
Сетки лудят для получения надежного электрического контакта в местах переплетения отдельных проволок. В камеры настилают древесный пол.
Двери для входа в камеру кроме этого обтягивают с двух сторон сеткой и по периметру обивают пружинящей латунной сеткой, создающей электрическую неразрывность при закрывании дверей.
В экранированной камеры оборудуют рабочий стол с набором нужной измерительной аппаратуры и штепселями для включения питания. Стол покрывают страницей белой жести либо алюминия толщиной 0,8—1 мм и присоединяют к неспециализированной точке заземления камеры.
Очень важной есть разработка рабочего места регулировщиков аппаратуры на фабриках серийного производства. К примеру, использование личных генераторов стандартных сигналов на каждом рабочем месте регулировщика при поточно-массовом производстве приводит к ряду неудобств, которые связаны с затратой лишнего времени на перестройку генератора.
Кроме этого, нередкие перестройки личных генераторов стандартных сигналов в ходе настройки увеличивают погрешности установки частоты. Дабы избежать указанных недочётов, используют централизованную подачу стандартных частот от кварцевого генератора по высокочастотным линиям на рабочие места регулировщиков, расположенные на протяжении конвейера.
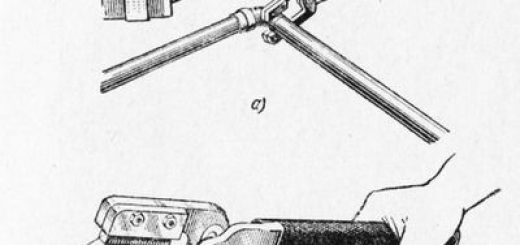
Главные рабочие инструменты регулировщика — особая отвертка из особо прочного электроизоляционного материала с железной вставкой и пробная палочка.
Отвертку из электроизоляционного материала используют, дабы в ходе регулировки не вносить в схему устройства дополнительной емкости и не изменять характеристики контуров внесением металла вовнутрь катушки индуктивности. Помимо этого, отвертка исключает возможность случайных замыканий в попадания и схемы регулировщика под высокое напряжение.
Пробная палочка представляет собой фибровый либо эбонитовый брусок, у которого один финиш снабжен стержнем из магнитоди-электрика, а второй имеет латунный либо алюминиевый пустотелый цилиндр. Палочка помогает для определения относительной точности настройки контуров в резонанс.
При регулировке радиоэлектронной аппаратуры направляться делать следующие главные правила техники безопасности:
— не забывать, что напряжение выше 30 в страшно для жизни; твердо знать все элементы, находящиеся под высоким напряжением;
— в обязательном порядке подкладывать под ноги резиновый коврик при работе с аппаратурой, находящейся под напряжением;
— не соединять неестественными замыкателями блокировочные контакты устройств;
— не попадать в зону облучения при работе с замечательными СВЧ генераторами.
Среднюю долю дефектности q’ в принятых партиях именуют средним выходным качеством.
Громаднейшую вероятную при заданном контроле среднюю долю дефектности в принятой партии именуют предельным средним выходным качеством.
Выходной контроль не редкость целым либо выборочным.
При целом контроле проверке подвергается любая единица партии, а при выборочном — часть продукции, и по взятым итогам делают выводы о годности всей предъявляемой партии.
Выбор способа выходного контроля определяется, в основном, характером обстоятельств, приводящих к браку, тщательностью профилактических работ брака и др.
Главные этапы несложного выборочного выходного контроля: извлечение выборки из партии; проверка изделий, входящих в выборку; принятие ответа о качестве партии.
По окончании проведения выборочного контроля вероятны три вида ответов: принять партию, продолжить контроль (извлечь одну либо еще пара выборок), забраковать партию.
В случае если партия изделий забракована, она возможно подвергнута или целой проверке, либо полностью изъята либо возвращена исполнителю для исправления и разбраковки.
Серьёзным событием при выборочном контроле есть установление числа изделий, подлежащих контролю, и правил, на базе которых принимается ответ о годности партии. При принятом ответе сопоставляют число найденных в выборке либо же нескольких выборках изделий с некоторым предельным числом, установленным на базе предварительного расчета, которое именуется браковочным числом С, т. е. партия считается годной, в случае если в выборке найдено С либо менее дефектных изделий.
В то время, когда количество дефектных изделий равняется С -f 1 либо более, партию бракуют.