Рентгеновский контроль
Широкое использование в технике взял метод просвечивания изделий рентгеновскими лучами, что разрешает найти внутренние пороки в сварных соединениях, не прибегая к разрушению подробностей. Рентгеновские лучи — это электромагнитное излучение, подобное радиоволнам либо волнам видимого света, но с намного меньшей длиной волны.
Чем меньше протяженность волны, тем большей свойством попадать в непрозрачные тела владеют лучи. На этом свойстве основано просвечивание непрозрачных тел рентгеновскими лучами, лучами радия и других радиоактивных элементов.
Дефектоскопия рентгеновскими и у-лучами, и потоком нейтронов, толщинометрия у- и р-лучами, рентгеноструктурный анализ, разрешающий измерять в изделиях внутренние остаточные напряжения, рентгеновская спектроскопия — это далеко не полный список областей применения проникающей радиации.
Радиационная у_ДеФект°скопия приобретает все большее распространение, поскольку владеет очевидными преимуществами перед вторыми видами радиационной дефектоскопии (надежность, автономность, маневренность, простота обслуживания, экономичность).
Области применения рентгеновской и у-дефектоскопии весьма близки и их целесообразно разглядывать в один момент. Под рентгеновской и у-дефектоскопией знают контроль изделий и качества материалов просвечиванием их рентгеновскими либо у-лучами. Эти способы обширно применяют при контроле сварных соединений и качества литья для обнаружения таких недостатков, как неметаллические, шлаковые и флюсовые включения, усадочные раковины и рыхлоты, газовая пористость, трещины, непровары и т. п.
Из разных способов рентгеновского и у-просвечивания чаще используют радиографический, т. е. получение изображения объекта на особой фотографической пленке.
Для просвечивания изделий в технике распространены электронные трубки, воображающие собой сосуды с высоким вакуумом (давление «1 мПа), в каковые впаяны два изолированных один от другого электрода — катод, сделаный в виде спирали из тугоплавкого материала (вольфрамовая нить), и анод (антикатод). Электроды соединены с соответствующими полюсами источников тока большого напряжения.
Катод трубки нагревают до температуры 2200 °С с применением особого трансформатора. Электрическое поле формирует высокое напряжение и заставляет электроны с громадной скоростью перемещаться от катода к антикатоду и ударяться о него, возбуждая рентгеновское излучение.
Эмиссия (испускание) электронов раскаленным катодом возрастает с увеличением температуры накала катода. Поверхность антикатода, на которую падает поток электронов, именуют фокусом трубки.
Возбуждаемые в фокусе трубки лучи распространяются во все стороны; исходя из этого трубку помещают в особый свинцовый кожух, что не пропускает лучи.
Исследуемую подробность устанавливают на подставке, вертикально над ней располагают трубку в защитном футляре, окном к подробности. Фотопленка находится в кассете под подробностью. Выбрав режим работы, включают аппарат и просвечивают подробность.
Затем нленку проявляют и фиксируют. Пользуясь эталонными фотографиями, расшифровывают снимки.
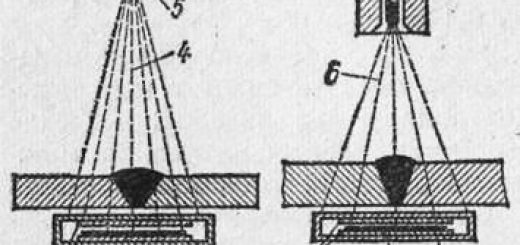
Контроль подробностей просвечиванием основан на законе поглощения энергии излучения, которое показывает, что рентгеновские и Y-лучи, прошедшие через подробность из неоднородного материала, имеют разную интенсивность. Более интенсивны лучи, встретившие на своем пути разные нарушения сплошности (трещины, раковины, пористость и др.).
В соответствующих местах на рентгеновской пленке появляются затемнения, повторяющие контур этих недостатков. Интенсивность лучей, прошедших через более плотные если сравнивать с материалом подробности участки (либо участки, имеющие громадную толщину), значительно уменьшается, и на пленке появляются более яркие участки.
Так, по итогам трансформации интенсивности лучей, прошедших через контролируемое изделие, делают выводы о наличии в нем недостатков.
Изменение интенсивности прошедшего через подробность излучения возможно регистрировать разными способами: фотографическим — посредством рентгеновской пленки (рентгенография); визуальным — на флюоресцирующем экране (рентгеноскопия); ионизационным; ксерографическим — с применением фотопроводящих материалов.
До последнего времени фотографический способ рентгено- и у-дефектоскопии был самый распространенным способом обнаружения недостатков в изделиях. Но на данный момент See шире применяют рентгеноскопию благодаря разработке новых способов преобразования рентгеновского изображения в видимое конкретно в ходе просвечивания.
При рент-гено- и у-дефектоскопии обоюдное размещение источника лучей, подробности и регистрирующего устройства однообразное.
")
Чувствительность способов дефектоскопии проникающей радиацией оценивают мельчайшим размером выявляемого недостатка в направлении просвечивания и высказывают в процентах от толщины просвечиваемого изделия. Чувствительность способа зависит от многих толщины: плотности и факторов материала просвечиваемой подробности, его формы и характера дефекта, условий и режима просвечивания, способа регистрации изображения.
Фотографический способ контроля при самые благоприятных условиях разрешает обнаруживать недостатки размером 1—2,5 % толщины просвечиваемой подробности в направлении луча.
Для определения качества рентгеновских снимков при отработке разработки просвечивания либо применении пленок, уровень качества которых приводит к сомнению, применяют особые эталоны. Самый распространены проволочные эталоны, воображающие собой комплект проволок разного диаметра, и ступенчатые эталоны.
Эталоны изготовляют из материала, являющегося базой материала контролируемой подробности, т. е. при контроле металлических подробностей используют эталоны из его сплавов и железа, при контроле подробностей из алюминиевых сплавов — эталоны из алюминия и т. д. При просвечивании эталоны располагают конкретно на контролируемой подробности либо под ней (проволочные эталоны).
Разработка рентгено- и у-дефектоскопии фотографическим способом складывается из следующих главных операций: подготовки подробности для просвечивания; установки контролируемой подробности в положении, снабжающем оптимальные условия для обнаружения вероятного недостатка; установки пленки, усиливающих экранов и т. д.; выбора режимов просвечивания подробности; обработки рентгеновской пленки; расшифровки снимков.
Для просвечивания подробность предварительно очищают от загрязнений и при необходимости отмечают участки, каковые необходимо подвергнуть контролю. Обоюдное размещение источника лучей, рентгеновской плёнки и детали зависит от исследуемого возможного дефекта и объекта.
Для рентгено- и у-графирования используют особые пленки на базе ацетатной нитроцеллюлозы; в большинстве случаев, чувствительный слой наносят на пленку с обеих сторон для повышения поглощения излучения.
При выборе режимов просвечивания для рентгеновской дефектоскопии нужно выяснить напряжение, которое направляться приложить к рентгеновской трубке, силу тока через трубку, фокусное расстояние и время экспозиции. При у-дефекто-скопии вместо силы и напряжения тока выбирают соответствующий источник улучей.
Фактически режимы просвечивания выбирают по особым графикам, а после этого уточняют умелым методом.
Недостатки на снимках оптимальнее выявляются при оптической плотности негатива в пределах 1,5—1,8.
Рентгеновскую пленку обрабатывают равно как и простую фотопленку, но с применением особых реактивов.