Слесарное опиливание
Опиливанием именуют способ размерной обработки заготовок напильником. Опиливание предназначено для получения нужной формы, размера, расположения и шероховатости поверхности.
Опиливают такие поверхности заготовок, обработка которых на станках технически неосуществима либо экономически нецелесообразна (рабочие полости штампов, пресс-форм и т. п.). Опиливание используют и для подгонки сопряженных поверхностей подробностей на месте сборки изделия.
Виды опиливания. Опиливание не редкость ручное и машинное.
Опиливание с целью повысить уровень качества поверхности время от времени именуют зачисткой.
Опиливание основано на разрушении поверхностного слоя материала заготовки режущими элементами инструмента (напильника), выполненными в виде клина. Любой режущий клин срезает с заготовки слой материала и превращает его в стружку, которая размещается в стружечном пространстве.
")
Рис. 1. Режущие элементы разных типов напильников: а — процесс опиливания, б, в; г — двойная, одинарная и точечная (рашпиль-ная) насечки соответственно; 1 — напильник, 2 — заготовка, 3 — запасной насечка, 4 — главная насечка, 5 — режущая кромка; у — передний угол, а — задний угол, fi — угол заострения, 6 — угол резания
При опиливании напильник двигают вручную вперед (от себя) со скоростью Цр.х. рабочего хода и назад (на себя) со скоростью v0.x. обратного хода (рис. 1, а).
Горизонтальную силу прикладывают как при рабочих, так и при холостых ходах, а вертикальную (двумя руками) — лишь при рабочих ходах. Дабы напильник всегда был параллелен обрабатываемой поверхности, в начале рабочего хода на напильник посильнее нажимают левой рукой, а по мере его перемещения нажим левой рукой уменьшают, а правой — увеличивают.
Режущий инструмент для опиливания. Напильник представляет собой многолезвийный режущий инструмент, у которого зубья расположены на поверхностях металлических закаленных брусков, имеющих разные профиль поперечного сечения и длину.
Напильник имеет хвостовик и рабочую часть. Оттянутую часть именуют носком.
На рабочей части различают узкую сторону, ребро и широкую сторону.
Зубья напильника приобретают насеканием, фрезерованием; шлифованием и другими технологическими способами. Громаднейшее распространение взяло насекание зубьев на насекальных станках особыми зубилами.
Насеченные зубья более прочны.
Напильники изготовляют с разными по форме и длине режущими кромками. Маленькую кромку в виде неправильного треугольника приобретают двойной насечкой, долгую (прямую либо радиусную) кромку— одинарной насечкой.
Маленькую кромку приобретают кроме этого рашпильной (точечной) насечкой.
Слесарные напильники неспециализированного назначения в большинстве случаев имеют двойную насечку — главную (под углом 65°) и запасного (под углом 45°). Последняя дробит главную насечку на бессчётные зубья, что разрешает при однообразной затрате сил расширить количество снимаемой стружки.
Рис. 2. Стержневой напильник (а) и борфреза (б): 1 — носок, 2 — рабочая часть, 3 — хвостовик, 4 — заплечик
Ход главной и запасном насечек делают различным. В следствии этого любой последующий зуб смещен довольно прошлого в направлении, перпендикулярном оси напильника.
Без для того чтобы смещения любой последующий зуб следовал бы строго за прошлым и на обрабатываемой поверхности образовывались бы канавки. Перекрытие зубьев снабжает низкую шероховатость обрабатываемой поверхности.
Величина стружечного пространства оказывает громадное влияние на производительность и качество опиливания. Количество стружечного пространства определяется шагом насечки, т. е. числом главных насечек на длине 10 мм. Это число определяется номером насечки.
Слесарные напильники неспециализированного назначения имеют шесть номеров насечек — от нуля (громаднейший ход) до 5 (мельчайший ход).
По форме поперечного сечения напильники неспециализированного назначения бывают: плоские, плоские остроносые, квадратные, трехгранные, круглые, полукруглые, ромбические и ножовочные. Напильники неспециализированного назначения изготовляют длиной 100; 125; 150; 200; 250; 300; 350 и 400 мм.
Напильники мелких размеров именуют надфилями. Производимые надфили имеют десять номеров насечки: 00; 0; 1; 2; 3; 4; 5; 6; 7 и 8. Формы поперечного сечения надфилей такие же, как напильников неспециализированного назначения.
Помимо этого, производят надфили трехгранные односторонние, круглые и пазовые. Любой тип надфиля производят трех типоразмеров.
Неспециализированная протяженность соответственно 100; 120 и 160 мм; протяженность рабочей части соответственно 50; 60 и 80 мм.
Слесарные напильники неспециализированного назначения и надфили делают из сталей У12, У12А, У13 и У13А. Допускается изготовление напильников из сталей 13Х и ШХ15.
Напильники закаливают до твердости 54 HRQ.
Напильники для труднообрабатываемых материалов изготовляют из сталей 14ХФ и 13Х, и из быстрорежущей стали. Они отличаются от напильников неспециализированного назначения углами и числом наклона насечек.
Их широкие поверхности имеют радиусную форму, благодаря чему в работе в один момент участвует меньшее число зубьев.
При машинном опиливании используют стержневые напильники и борфрезы. Стержневой напильник в отличие от слесарного имеет хвостовик, благодаря которому он крепится в машине.
При опиливании штампов и пресс-форм обширно используют концевые и насадные борфрезы (диаметром 3 — 32 мм) цилиндрической, угловой, дисковой и второй формы. Изготовляют борфрезы из быстрорежущей стали либо из инструментальной стали У12А и закаливают до твердости 66 HRCs.
Борфрезы делают с очень большим, большим, средним, небольшим и очень небольшим зубом.
приспособления и Оборудование для опиливания. Опиливание вручную в большинстве случаев создают за слесарным верстаком.
Заготовку устанавливают в слесарных тисках, оснащенных алюминиевыми либо бронзовыми нагубниками и древесными прокладками, предохраняющими обработанные поверхности от повреждений.
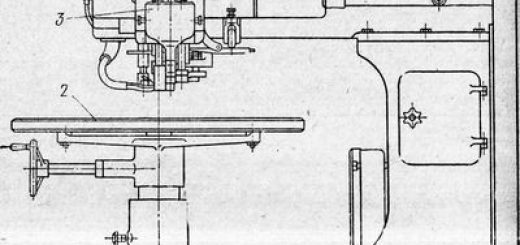
Обработку заготовки борфрезами делают посредством электрической автомобили с эластичным валом. Опиливание стержневыми напильниками реализовывают на стационарных опиловочных станках.
Применение приспособлений типа копиров разрешает повысить производительность опиливания, поскольку наряду с этим в ходе работы не нужно осуществлять контроль расположения и отклонение формы обрабатываемых поверхностей.
приёмы и Последовательность исполнения работ при опиливании. Поверхность заготовки очищают от грязи, окалины и масла. Жёсткую поверхностную корку поковок и отливок предварительно удаляют ветхим напильником либо зубилом.
После этого заготовку размечают.
При выборе напильника нужно учитывать физико-механические особенности обрабатываемого материала, размеры, форму обрабатываемой поверхности и ее размещение довольно вторых поверхностей заготовки, величину припуска на обработку, требуемую шероховатость и точность поверхности.
Плоские и плоские остроносые напильники используют для обработки плоских и выпуклых поверхностей, канавок. Квадратные и отверстия и прямоугольные пазы опиливают квадратными напильниками.
Трехгранные напильники эргономичны при обработке острых углов в пазах, и трехгранных и многогранных отверстий. Круглые и круглые отверстия, вогнутые поверхности опиливают круглыми напильниками; вогнутые и плоские — полукруглыми; узкие фасонные поверхности, канавки и прорези — ромбическими.
Длину напильника рекомендуется выбирать на 150— 200 мм больше длины опиливаемой поверхности. Для весьма правильной обработки маленьких твёрдых материалов и поверхностей применяют надфили.
Неотёсанное опиливание мягких материалов, дерева и пластмасс рационально проводить рашпилями.
Опиливание создают последовательно каждым типом напильника (начиная с самый грубого и заканчивая самые точным). Заготовку устанавливают в тисках так, дабы разметочная риска была прекрасно видна, а опиливаемая поверхность размешалась горизонтально.
Для качества обработки и повышения производительности используют перекрестное опиливание: сперва всю поверхность опиливают косым штрихом слева направо; позже — прямым штрихом; после этого — косым штрихом справа налево.
В следствии неправильной эксплуатации напильники теряют режущие особенности. В случае если на рабочую часть напильника попало масло либо частицы стружки забили его впадины, то он делается негодным для работы. Засаленные напильники очищают жёстким куском древесного угля.
От стружки напильник очищают заостренной лопаточкой из мягкого железа (либо латуни) и металлической твёрдой щеткой. Очистку ведут в направлении верхней насечки.
Перед опиливанием алюминиевых сплавов напильник направляться натереть стеарином в целях уменьшения его засаливания.
При опиливании осуществляют контроль шероховатость, форму, расположение и размеры поверхности. Шероховатость, в большинстве случаев, осуществляют контроль по эталонным примерам.
Отклонение от плоскостности (самый распространенный вид брака при опиливании) осуществляют контроль поверочной линейкой (на просвет). Обоюдное размещение поверхностей осуществляют контроль угольниками, угломерами и шаблонами; линейные размеры контролируют штангенциркулями.